Practical Operations and Troubleshooting in the Distillation Process
Distillation physically separates components such as alcohols, esters, aldehydes, and acids in fermented wash by exploiting differences in boiling points. During this process, it is crucial to not only elevate the spirit’s alcohol content but also to precisely retain the raw material’s inherent aroma, fermentation character, and distillation-derived notes. This meticulous approach establishes the layered complexity of spirits and ensures final product quality.
Leveraging its extensive research in distillation technology and hands-on operational experience in premier distilleries, Tiantai has systematically documented the end-to-end process for its high-temperature steam-coiled pot stills. This includes pre-operation preparation, production runtime, and post-operation procedures. Furthermore, we have compiled methods for addressing common high-frequency equipment malfunctions and standardized equipment maintenance protocols. This provides clients with an industry-referenced solution for both spirits distillation and long-term equipment operational management.
I. Preparation Phase: Prioritizing Safety and Compliance
The preparation phase is paramount for mitigating safety hazards, ensuring hermetic sealing, and matching operational media to minimize equipment wear, spirit loss, and various operational risks.
- Electrical System Inspection
Ensure terminal connections are tight to prevent poor contact, which can lead to circuit overheating, component burnout, or damage to the spirit pump motor. Match the circuit’s load capacity to the power requirements of connected equipment to prevent malfunctions caused by overload. Verify the equipment’s phase sequence to ensure the correct rotation of the spirit pump, preventing stalled feeding due to reversed rotation. Prohibit open flames and welding operations in areas where spirit vapor may accumulate, strictly adhering to fire management regulations.
- Water System Preparation
Utilize purified water in steam generators preferentially to reduce scale formation, thereby minimizing wear on heating elements and the boiler. Maintain stable pressure, adequate flow rate, and appropriate low temperature for cooling water supply to meet temperature control requirements during spirit collection.
- Spirit Line and Equipment Inspection
Ensure spirit line connections are tightly sealed to prevent leakage. In high-level production scenarios, reinforce connection integrity to prevent dislodging; employ explosion-proof pumps for all spirit transfer. Maintain the interior walls of the distillation pot in a clean, bright state, reflecting the intrinsic properties of the copper substrate. Ensure piping is free from corrosion and leaks; verify that all valves, pressure relief valves, and temperature/pressure gauges are functioning correctly, with particular attention to the integrity of valve sealing gaskets. Utilize the pre-heating phase’s pot liquid level indicator to preemptively identify potential leaks from the feed valve. An abnormally rapid decrease in liquid level during distillation indicates compromised valve sealing.
II. Distillation: Process Control and Quality Assurance
Controlling the distillate ratio and spirit quality during distillation.
- Distillate Cut Standards
Control the heads cut to be between 1% and 2% of the total distillate volume; if the raw spirit’s base quality is weak and volatile acid content is high, the cut proportion can be moderately increased. Switch to the spirit body collection stage once the pungent aroma has dissipated and the palate becomes smoother. For pot still double distillation, control the spirit body alcohol content between 68%–72% vol, with the lowest component value no less than 56% vol. Under compliant production conditions, the overall distillate yield should not be less than 90%.
The tails cut is typically initiated at 56%–60% vol, as off-flavors gradually intensify as the alcohol content continues to decline. During the initial distillation, cease operations when the distillate alcohol content drops to 1% vol and the pot temperature reaches 99℃ (at zero altitude); stopping prematurely will increase the rough distillate proof but reduce the alcohol recovery ratio.

- Temperature and Cooling Control
Maintain a stable distillate temperature of 18–20℃; exceeding this temperature accelerates the volatilization of aromatic compounds, leading to flavor loss.
Higher spirit alcohol content necessitates increased cooling energy consumption. The cooling demand for the second distillation is higher than the first, requiring a proportional increase in cooling water flow rate to preserve fruity aromas and delicate flavors.
- Flocculent Precipitate Issues
Flocculent precipitates observed during distillation and spirit storage primarily originate from the precipitation of lipid substances such as fatty acid ethyl esters. Contributing factors include pH levels, fat concentration, residual metal ions, and environmental temperature fluctuations.
Improvement can be achieved through low-temperature static settling and freezing combined with physical filtration, stabilizing the spirit and preventing precipitate defects in the finished product.
III. Post-Distillation: Equipment Cleaning and Long-Term Maintenance
Prompt cleaning after operations extends equipment lifespan and ensures consistent flavor profiles for subsequent batches.
- Standard Cleaning Procedure
Address stubborn stains in the distillation pot using a fixed sequence: alkaline wash → clear water rinse → acid wash → secondary clear water rinse.
For the alkaline wash, a 1%–2% sodium hydroxide solution, coupled with heating, provides optimal cleaning efficacy.
The acid wash utilizes a 3% citric acid solution to neutralize alkalinity and remove scale from pipelines.
Prioritize CIP (Clean-In-Place) spray circulation cleaning. The spray coverage and rinsing intensity directly determine the cleaning effectiveness.
- Distillation Pathway Cleaning
Fill the distillation pot with water and heat it. Use high-temperature steam to backflush through the distillate outlet. Engage the bypass valve to systematically clean the entire distillation pathway in sections.
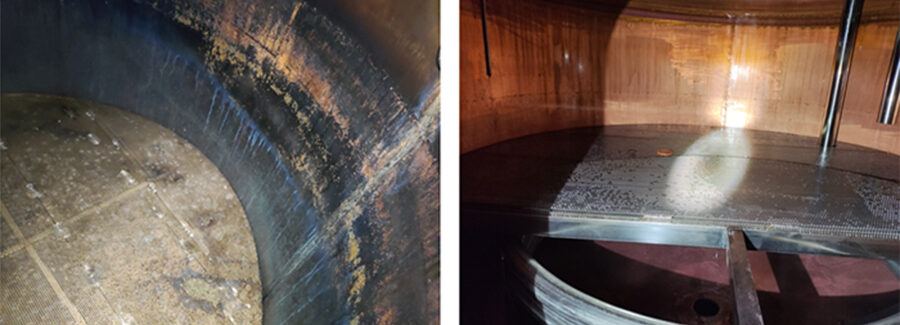
- Special Stain Treatment
If distilling red wine, anthocyanins react with alkaline substances to cause discoloration. Thorough cleaning is required until the copper material is revealed in its original color to prevent residues from affecting subsequent spirit flavors.

For internal wall grease buildup and lees accumulation, employ high-temperature alkaline solution circulation flushing or manual brushing to thoroughly remove stubborn residues.
The stable operation of pot still distillation and the production of premium finished products rely on standardized initial preparation, refined distillation process control, and systematic equipment maintenance. Every detail impacts the spirit’s flavor profile, production efficiency, and equipment service life. Long-term, stable production of high-quality distilled spirits is achievable through standardized processes and professional equipment. Tiantai offers customized complete distillation equipment and process solutions, adaptable for industrial-scale production of spirits and flexible enough to accommodate the bespoke brewing needs of niche craft spirits.